Unter Anlassen versteht man ein Verfahren zur gezielten Wärmebehandlung von Werkstoffen. Es ermöglicht die Beeinflussung der Eigenschaften des Materials und insbesondere den Abbau von Spannungen. Dabei wird gehärteter Stahl umso weicher, je höher er angelassen wird. Gleichzeitig steigt die Zähigkeit des Materials, während die Härte abnimmt. Das Anlassen findet in der Verarbeitung von Stählen, Nichteisenmetallen und Legierungen Anwendung.
Das Anlassverfahren in der Stahlverarbeitung
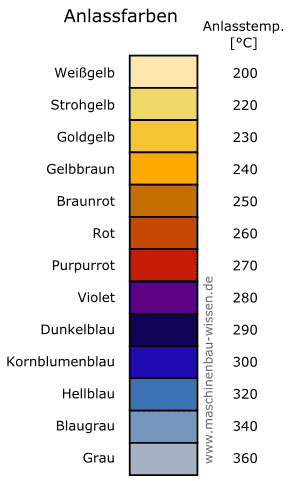
Das Anlassen erfolgt nach dem Härten eines Werkstücks, indem es auf Temperaturen unterhalb des Umwandlungspunktes A1 von 723°C erwärmt wird. Während des Anlassens oxidiert die Oberfläche des Werkstücks, was sich durch eine typische Farbveränderung zeigt. Diese Farbveränderung ermöglicht Rückschlüsse auf die Anlasstemperatur.

Die Anlasstemperatur und die Anlassdauer sind die beiden wichtigsten Parameter des Anlassvorgangs. Zusätzlich beeinflussen das Aufheizen und Abkühlen den Anlasseffekt. Üblicherweise liegt der Temperaturbereich für das Anlassen zwischen 300 °C und 550 °C, während die Anlassdauer von Minuten bis zu Stunden reicht.
Für das Anlassen von Werkstücken eignen sich spezielle Anlassöfen am besten. Alternativ kann es auch in leicht beheizbaren Härteöfen durchgeführt werden. Diese verfügen über Einrichtungen zur schnellen Erwärmung der Werkstücke und Absauganlagen, um entstehende Öldämpfe zu entfernen. Eine weitere Möglichkeit ist das Anlassen in einem Salzbad mit Salpeter- oder Nitriersalz.
Anlassstufen bei Stahl
Beim Anlassen von Stahl kommt es bei Temperaturen unter 80 °C zur Segregation von Kohlenstoffatomen an Gitterfehlern. Dabei bilden sich Kohlenstoffcluster als Vorstufe von Ausscheidungen von C-Atomen. Bei Temperaturen über 80 °C unterscheidet man grundsätzlich vier Anlassstufen.

Die erste Anlassstufe:
Die erste Anlassstufe findet innerhalb eines Temperaturbereichs von 80 °C bis 200 °C statt. Bei Stählen mit einem Kohlenstoffanteil von über 0,2 % geht der Martensit in α + ε-Carbide über. Bei Stählen mit einem Kohlenstoffanteil unter 0,2 % bilden sich keine ε-Carbide. In dieser Anlassstufe bleibt das Martensit tetragonal verzerrt oder gar nicht verzerrt.
Die zweite Anlassstufe:
Die zweite Anlassstufe umfasst eine Wärmebehandlung der Werkstücke in einem Temperaturbereich von 200 °C bis 320 °C (bei niedrig legierten Stählen 200 bis 375 °C). In dieser Stufe zerfällt der Restaustenit und es bilden sich Carbide und Ferritbereiche α‘ aus.
Die dritte Anlassstufe:
Die dritte Anlassstufe findet bei Temperaturen zwischen 320 °C und 520 °C statt. Hier stellt sich das Gleichgewichtsgefüge aus Ferrit und Zementit ein, was zu einer stärkeren Reduzierung der Härte führt. Bei Temperaturen über 500 °C nimmt die Einformung und Koagulation der Zementitteilchen zu.
Die vierte Anlassstufe:
Die vierte Anlassstufe erfordert eine Wärmebehandlung der Werkstücke im Temperaturbereich von 450 °C bis 550 °C. Bei Legierungen mit Chrom, Molybdän, Vanadium oder Wolfram scheiden sich in dieser Stufe Carbide von Legierungselementen als sogenannte Sondercarbide aus. Diese können die Härte des Materials erhöhen und das Sekundärhärtemaximum erreichen, wodurch sie die Härte von Martensit übertreffen. Solche Legierungen werden als Warmarbeitsstähle bezeichnet.
Mit dem Anlassen lassen sich Werkstoffe gezielt beeinflussen, um optimale Eigenschaften zu erzielen. Die Anlassstufen ermöglichen eine präzise Einstellung der Materialeigenschaften und tragen zur Weiterentwicklung der Stahlverarbeitung bei.